
آخرین مطالب
امکانات وب
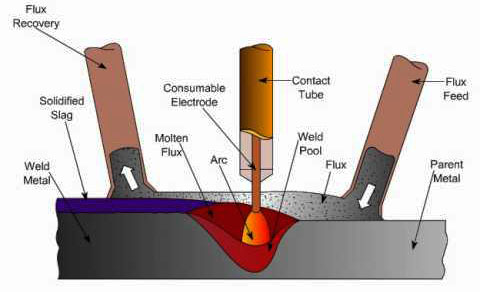 روشهای جوشکاری زیر پودری:
جوشکاری زیرپودری میتواند به ۳ روش نیمه خودکار، خودکار و ماشینی انجام گیرد
روش نیمه خودکار
در این روش جوشکاری با استفاده از تفنگ جوشکاری دستی که وظیفه انتقال الکترود و پودر محافظ را دارد، انجام میشود. تغذیه سیم جوش
به صور معرفی نانولولههای کربنی...
روشهای جوشکاری زیر پودری:
جوشکاری زیرپودری میتواند به ۳ روش نیمه خودکار، خودکار و ماشینی انجام گیرد
روش نیمه خودکار
در این روش جوشکاری با استفاده از تفنگ جوشکاری دستی که وظیفه انتقال الکترود و پودر محافظ را دارد، انجام میشود. تغذیه سیم جوش
به صور معرفی نانولولههای کربنی...برچسب : نویسنده : metal-doroud بازدید : 67
 فرایند
در ابتدا فلز مذاب به درون قالب دوار ریخته میشود، سپس با توجه به وارد آمدن نیروی گریز از مرکز به فلز مذاب به سمت بیرونی قالب متمایل میشود. اکنون فرایند انجماد از دیوارهٔ قالب شروع میشود و این گونه نیروی گریز از مرکز با راندن مذاب به سمت دیواره قالب باعث شکل گیری انجماد و شکل دهی حلقوی به فلز مینماید. لازم است ذکر شود در این فرایند از هیچگونه ماهیچه داخلی برای شکل دهی به مذاب استفاده نمیشود؛ همچنین با توجه به خاصیت فرایند در این روش برای ریختهگری مذاب از راهگاه هم استفاده نمیشود. بدیهی است که ضخامت نهایی دیواره تولیدی هم تابعی از حجم مذاب اولیهٔ ورودی است. در این روش ریختهگری به خاطر عمل چرخش و اختلاف چگالی بین ناخالصیها و مذاب فلز اصلی مورد نظر، ناخالصیها همه روی سطح لوله جمع میشوند و به سادگی با یک ماشنکاری قابل برداشت میباشند در فرایند ریختهگری برای تولید ضخامتهای بالا یک تغییر کوچکی در فرایند به وجود میآید و آن این است که فرایند انجماد از هر دو سو، یعنی درون لوله به بیرون آن و بیرون به سمت درون شروع میشود و در این مورد چون احتمال به وجود آمدن مک کمی بالا میرود از هیترهایی جهت گرم کردن سطح داخلی استفاده میشود که این کار باعث میشود انجماد از بخش بیرونی شروع شود.
شرح سیستم
در واقع سیستم از یک منبع ریختن مذاب، اریفیس (جهت جاری شدن تدریجی مذاب از منبع ریخت معرفی نانولولههای کربنی...
فرایند
در ابتدا فلز مذاب به درون قالب دوار ریخته میشود، سپس با توجه به وارد آمدن نیروی گریز از مرکز به فلز مذاب به سمت بیرونی قالب متمایل میشود. اکنون فرایند انجماد از دیوارهٔ قالب شروع میشود و این گونه نیروی گریز از مرکز با راندن مذاب به سمت دیواره قالب باعث شکل گیری انجماد و شکل دهی حلقوی به فلز مینماید. لازم است ذکر شود در این فرایند از هیچگونه ماهیچه داخلی برای شکل دهی به مذاب استفاده نمیشود؛ همچنین با توجه به خاصیت فرایند در این روش برای ریختهگری مذاب از راهگاه هم استفاده نمیشود. بدیهی است که ضخامت نهایی دیواره تولیدی هم تابعی از حجم مذاب اولیهٔ ورودی است. در این روش ریختهگری به خاطر عمل چرخش و اختلاف چگالی بین ناخالصیها و مذاب فلز اصلی مورد نظر، ناخالصیها همه روی سطح لوله جمع میشوند و به سادگی با یک ماشنکاری قابل برداشت میباشند در فرایند ریختهگری برای تولید ضخامتهای بالا یک تغییر کوچکی در فرایند به وجود میآید و آن این است که فرایند انجماد از هر دو سو، یعنی درون لوله به بیرون آن و بیرون به سمت درون شروع میشود و در این مورد چون احتمال به وجود آمدن مک کمی بالا میرود از هیترهایی جهت گرم کردن سطح داخلی استفاده میشود که این کار باعث میشود انجماد از بخش بیرونی شروع شود.
شرح سیستم
در واقع سیستم از یک منبع ریختن مذاب، اریفیس (جهت جاری شدن تدریجی مذاب از منبع ریخت معرفی نانولولههای کربنی...برچسب : نویسنده : metal-doroud بازدید : 93
 روند
ریخته گری دقیق را می توان از یک مدل موم اصلی (روش مستقیم) یا از کپی های موم از یک الگوی اصلی که نیازی نیست از موم ساخته شود (روش غیر مستقیم) انجام داد. مراحل زیر روند غیر مستقیم، که می تواند دو تا هفت روز به طول انجامد را توصیف می کند.
الگوی مومی استفاده شده برای ساخت یک پره توربین موتور جت
ساخت الگوی اصلی: یک هنرمند یا قالب ساز یک الگوی اصلی از موم، خاک رس، چوب، پلاستیک یا مواد دیگر می سازد.
ساخت قالب: قالبی مناسب الگوی اصلی که به آن قالب اصلی گفته می شود، ساخته می شود. اگر الگوی اصلی از فولاد ساخته شده باشد، قالب را می توان با استفاده از فلزی با نقطه ذوب پایین تر به طور مستقیم از الگوی اصلی ریخته گری کرد. قالبهای لاستیکی هم می توانند به طور مستقیم از الگوی اصلی ریخته گری شوند. روش دیگری هم وجود دارد که قالب اصلی می تواند مستقلاً ماشین کاری شود؛ بدون ساخت الگو.
تولید الگوهای مومی: اگرچه به آنها الگوهای مومی گفته می شود، اما مواد الگو ممکن است از پلاستیک یا جیوه منجمد باشد. الگوهای مومی را می توان به یکی از دو روش زیر تولید کرد. در یک فرایند، موم به داخل قالب ریخته شده و گردانده می شود تا یک لایه موم سطح داخلی قالب را بپوشاند. این عمل تکرار می شود تا ضخامت الگوی مورد نظر حاصل شود. روش دیگر شامل پر کردن کل قالب با موم مذاب و سرد شدن موم تا تبدیل شدن آن به جامد می باشد. معرفی نانولولههای کربنی...
روند
ریخته گری دقیق را می توان از یک مدل موم اصلی (روش مستقیم) یا از کپی های موم از یک الگوی اصلی که نیازی نیست از موم ساخته شود (روش غیر مستقیم) انجام داد. مراحل زیر روند غیر مستقیم، که می تواند دو تا هفت روز به طول انجامد را توصیف می کند.
الگوی مومی استفاده شده برای ساخت یک پره توربین موتور جت
ساخت الگوی اصلی: یک هنرمند یا قالب ساز یک الگوی اصلی از موم، خاک رس، چوب، پلاستیک یا مواد دیگر می سازد.
ساخت قالب: قالبی مناسب الگوی اصلی که به آن قالب اصلی گفته می شود، ساخته می شود. اگر الگوی اصلی از فولاد ساخته شده باشد، قالب را می توان با استفاده از فلزی با نقطه ذوب پایین تر به طور مستقیم از الگوی اصلی ریخته گری کرد. قالبهای لاستیکی هم می توانند به طور مستقیم از الگوی اصلی ریخته گری شوند. روش دیگری هم وجود دارد که قالب اصلی می تواند مستقلاً ماشین کاری شود؛ بدون ساخت الگو.
تولید الگوهای مومی: اگرچه به آنها الگوهای مومی گفته می شود، اما مواد الگو ممکن است از پلاستیک یا جیوه منجمد باشد. الگوهای مومی را می توان به یکی از دو روش زیر تولید کرد. در یک فرایند، موم به داخل قالب ریخته شده و گردانده می شود تا یک لایه موم سطح داخلی قالب را بپوشاند. این عمل تکرار می شود تا ضخامت الگوی مورد نظر حاصل شود. روش دیگر شامل پر کردن کل قالب با موم مذاب و سرد شدن موم تا تبدیل شدن آن به جامد می باشد. معرفی نانولولههای کربنی...برچسب : نویسنده : metal-doroud بازدید : 92
برچسب : نویسنده : metal-doroud بازدید : 77
 پیدایش و منابع
اگر چه Al، یک عنصر فراوان در پوسته زمین است(۱۸٪)، این عنصر در حالت آزاد خود بسیار نادر است و زمانی یک فلز گرانبها و ارزشمندتر از به حساب میآمد. بنابراین، بهعنوان فلزی صنعتی اخیرأ مورد توجه قرار گرفته و در مقیاسهای تجاری تنها بیش از معرفی نانولولههای کربنی...
پیدایش و منابع
اگر چه Al، یک عنصر فراوان در پوسته زمین است(۱۸٪)، این عنصر در حالت آزاد خود بسیار نادر است و زمانی یک فلز گرانبها و ارزشمندتر از به حساب میآمد. بنابراین، بهعنوان فلزی صنعتی اخیرأ مورد توجه قرار گرفته و در مقیاسهای تجاری تنها بیش از معرفی نانولولههای کربنی...برچسب : آلومینیم, نویسنده : metal-doroud بازدید : 82
برچسب : نویسنده : metal-doroud بازدید : 73
برچسب : نویسنده : metal-doroud بازدید : 86
برچسب : نویسنده : metal-doroud بازدید : 167
برچسب : متالورژی, نویسنده : metal-doroud بازدید : 78
برچسب : نویسنده : metal-doroud بازدید : 73